





想知道【钢筋笼绕筋机注浆泵服务至上】产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:【钢筋笼绕筋机注浆泵服务至上】的图文介绍
如今采购商品牌意识更强了,也都非常精明,买 小导管尖头机的选择性也更多,很多采购商直接开车到 小导管尖头机生产基地,一天能考察好多个 小导管尖头机厂家,产品到底好不好,他们都能很快知道。所以,只要用心做产品做服务,用户都能看得见。选择建贸数控钢筋笼滚焊机厂家(苏州市分公司),选择放心。


钻孔灌注桩是桥梁基础,深基坑围护结构的重要形式,钢筋笼的加工进度则是保障桩基施工进度的重要条件,具体在生产作业中钢筋笼加工有多种成型工艺,如何选择是技术人员首先要面临的问题.本文依托济青高速铁路胶州机场隧道围护桩工程,以生产效率,生产质量及成本作为评价指标,对传统加工工艺,滚焊机加工工艺和胎具法工艺加工钻孔灌注桩钢筋笼进行对比研究,钻孔灌注桩是桥梁基础,深基坑围护结构的重要形式,钢筋笼的加工进度则是保障桩基施工进度的重要条件,具体在生产作业中钢筋笼加工有多种成型工艺,如何选择是技术人员首先要面临的问题.本文依托济青高速铁路胶州机场隧道围护桩工程,以生产效率,生产质量及成本作为评价指标,对传统加工工艺,滚焊机加工工艺和胎具法工艺加工钻孔灌注桩钢筋笼进行对比研究,钢筋笼绕筋机


箍筋:加强箍筋制作要按图纸尺寸制作,不得进行随意修改;螺旋箍筋,首先调直钢筋,再盘好待用,间距加强区每10㎝一道,一般区域每20㎝一道,误差应控制在规范许可范围内,施工时需注意设计图中螺旋箍筋布置,螺旋箍筋搭接长度为10d。螺旋箍筋以采用点焊方式固定(满布式焊接),如用绑扎方式固定必须全不绑扎到位,绑扎点采用十字行绑扎。?钢筋焊接(主筋):加工场内主筋焊接采用双面搭接焊,同一截面上接头数量不超过50%,采用双面搭接焊时焊缝长为5d;现场采用单面搭接焊,焊缝长为10d,焊缝宽度0.7d,焊缝高度0.3d。加工时需注意顶笼处端部打弯需符合设计要求,打弯钢筋直线长度为4.25d,打弯半径2.5d。为保证轴线一致搭接焊前主筋需预弯4°角,并且预弯长度要保证一致,但不能小于焊接所需长度(10d)。同时为现场焊接方便,弯曲制作时,注意弯曲方向,一般上口为顺时针弯曲,下口为逆时针弯曲。钢筋笼绕筋机



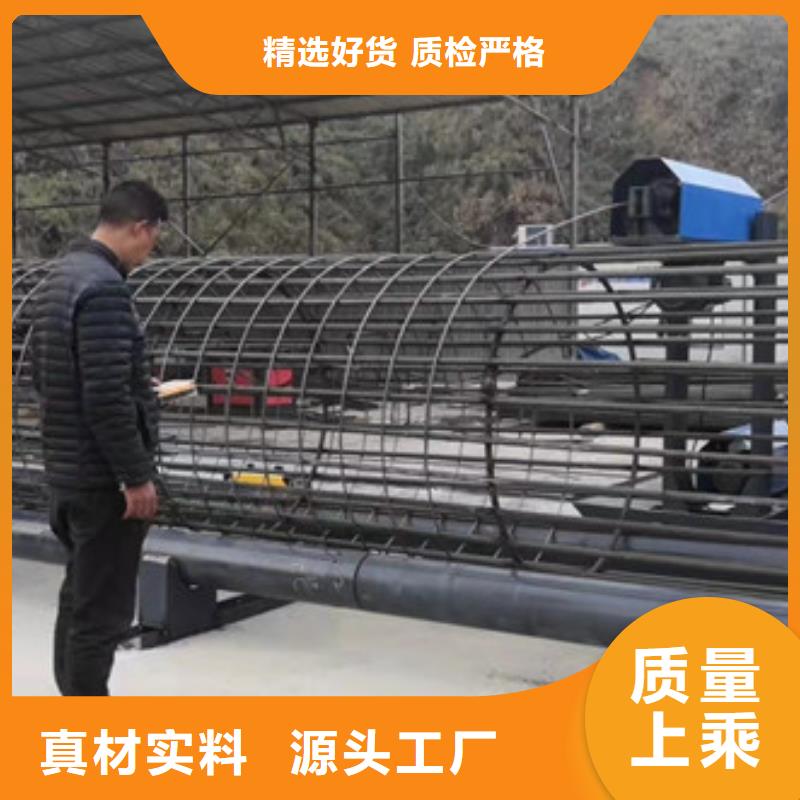
钢筋笼绕筋机定钢筋笼的螺距和自动运行的速度,设置托笼装置的抬起和落下参数;设置焊接时间、转盘电机的速度,行走电机的速度、回参速度;固定转盘速度补偿、行走转盘速度补偿、行走小车速度补偿等参数。3.操作工艺 将主筋穿过固定盘的穿筋管并插入移动盘的固筋套中,旋转紧固螺栓将钢筋固定好,将箍筋端头穿过入料导辊并焊接在一根主筋上,开启手动或自动按钮,移动转盘在转动的同时移动,从而将箍筋绕在主筋上,当箍筋缠绕在主筋上后人工进行焊接(二氧化碳自动保护焊),从而形成产品钢筋笼,当钢筋笼达到一定长度后相应位置的托笼装置依次抬起并托起钢筋笼,当钢筋笼焊接达到预定长度后



